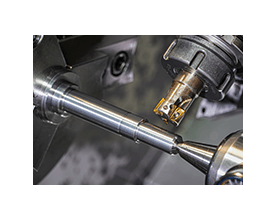
CNC machines can work with a wide range of materials including metals, plastics, wood, composites, ceramics and more. The types of materials that CNC machines can work with depend on the specific capabilities of the machine, the tooling options available, and the type of work being performed. Here are some examples of materials that can be used with CNC machines:
1. Metals: CNC machines can work with a variety of metals, including steel, aluminum, brass, titanium, copper, and more.
2. Plastics: CNC machines can work with various types of plastics such as polycarbonate, acrylic, nylon, ABS, PVC, and more.
3. Wood: CNC machines also perform operations on hardwood, softwood, plywood, and MDF board.
4. Composites: CNC machines can work with glass and carbon fiber composites, Kevlar, and other composite materials.
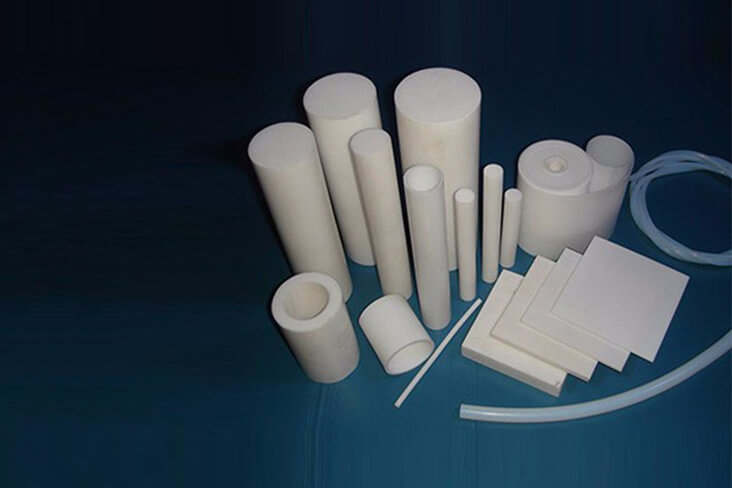
5. Ceramics: Machinable ceramics can also be used with CNC machines like porcelain, alumina, zirconia and other materials.
It's important to note that different CNC machines will have specific requirements for the materials that can be used. The feed rate, chip load, and spindle speed will vary depending on the material, so it's essential to understand the material properties and choose the appropriate tools and settings for each job.
 Consumer electronics HOTFrom prototype to production to homes around the world
Consumer electronics HOTFrom prototype to production to homes around the world Automotive HOTDrive product development and speed up innovation
Automotive HOTDrive product development and speed up innovation Medical NEWAccelerating new product introduction for the medical industry
Medical NEWAccelerating new product introduction for the medical industry Robotics NEWAccelerating new product introduction for the robotics industry
Robotics NEWAccelerating new product introduction for the robotics industry Aerospace NEWGo from development to launch faster
Aerospace NEWGo from development to launch faster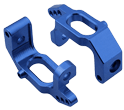 Industrial machineryPower your machines with cutting-edge technologies
Industrial machineryPower your machines with cutting-edge technologies