












Manufacturing & Materials Glossary: The Definitive Guide
#
2.5 Axis or 2.5D CNC
2D Drawing
3DM (see also "Rhino")
3D Printing
3-Axis Machining
4-Axis Machining
5-Axis Machining
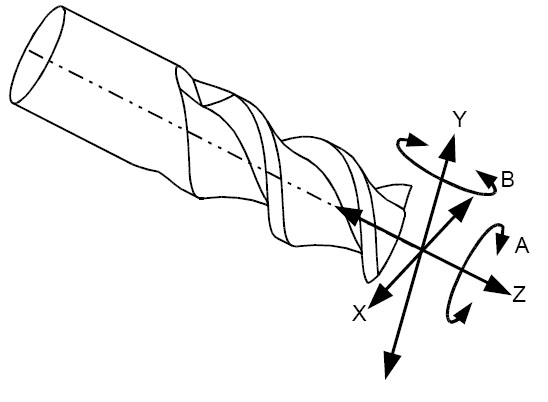
5-axes needed for Tool Grinding...
The "A" axis is used to access the cutter around its circumference. The "B" axis is needed for cutters such as ball mills that are not just cylindrical the whole length of the tool. 5-Axis machines may be characterized as "continuous" (also called "simultaneous") or "positional" (sometimes called "indexing"). A 5-axis continuous machine is capable of cutting while all 5 axes move. This allows continuous machining over complex shapes, and is more powerful than 5-axis positional. A positional machine can only cut in 3 axes at a time, but it can position before cutting using all 5 axes. The positional approach is much simpler to implement, both for software and hardware, and so may be found in older or lower end machines. 5-axis positional or indexed is also sometimes called 3+2 axis. In theory, you can cut any part with 5-axis positional that you could cut with 5-axis continuous. A machine designed for continuous should be faster. In addition, 5-axis positional may introduce dwells (See also dwell) that result in visible marks in the surface finish.
10-Series Aluminum
20-Series Aluminum
50-Series Aluminum
60-Series Aluminum
70-Series Aluminum
1018 Steel
304 Stainless Steel
316 Stainless Steel
A
A-Axis
A-Side (Cavity)
ABEC
The ABEC system relates to other bearing precision rating systems as follows:
|
ABEC SYSTEM |
|
ISO SYSTEM |
|
DIN SYSTEM |
|
ABEC 1 |
|
Normal |
|
P0 |
|
ABEC 3 |
|
Class 6 |
|
P6 |
|
ABEC 5 |
|
Class 5 |
|
P5 |
|
ABEC 7 |
|
Class 4 |
|
P4 |
|
ABEC 9 |
|
Class 2 |
|
P2 |
ABS (Acrylonitrile Butadiene Styrene)
Absolute Coordinates
Absolute Move
Accuracy
Acetal (Polyoxymethylene)
ACME Screw
Active High/Low Logic
Additive Manufacturing
Angular Contact Bearing
The best place to learn more about angular contact bearings is from the manufacturer's bearing catalogs:
Barden Timken NSK FAG
Alloy Steel
Aluminum
Anodizing (Type II & Type III)
ASA (Acrylonitrile Styrene Acrylate)
ASE
AS9100
Aspect Ratio
ATC: Automatic Tool Changer
Automatic Grinding Center
A-Side
Axes
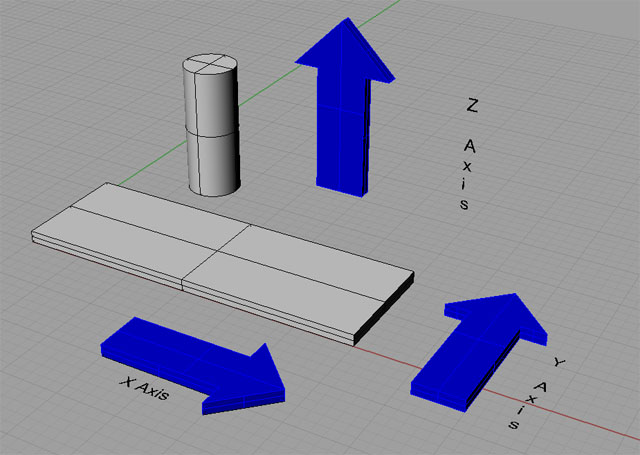
Mill Axes
Lathe Axes
On a 4-axis or 5-axis mill there are additional rotational axes. Here is an example of a 5-axis mill with trunion table: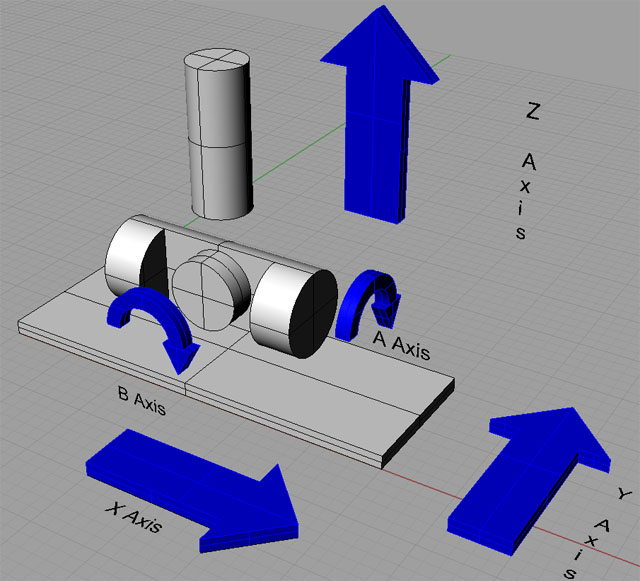
A 4-Axis Mill simply omits the B-Axis.
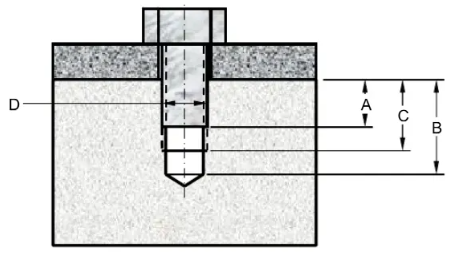
Axial hole
B
Barrel
B-Side (Core)
Bakelite (Phenolic)
Bead Blast
Bend Allowance
Bending
Bevel
Black Oxide
Boss
Brass
Bridge Production
Bridge tool
Brushed
Build platform
Bumpoff
C
CAD (Computer-Aided Design)
CAM (Computer-Aided Manufacturing)
Carbon Fiber
Cavity
Cartesian Coordinates
C-Axis
Center Cutting
Chamfer
Clamp force
CMM (Coordinate Measuring Machine)
CNC Machining
CNC Machining Cost Reduction Checklist
CNC Milling
CNC Turning
Color Matching
Copper
Core
Counterbore
Contoured pins
Core
Core pin
Core-cavity
Cycle time
D
Deflection
Detent Torque
DFM (Design for Manufacturing)
DIN
Direction of pull
DLP (Digital Light Processing)
DMLS (Direct Metal Laser Sintering)
DOC (Depth of Cut)
Dongle
Draft Angle
Drying of plastics
Durometer
DWG File
DXF File
E
Edge Finder
Edge gate
EDM (Electrical Discharge Machining)
Ejection
Ejector Pins
Electrically Conductive Oxidation
Elongation at break
Elongation at break
End Mill or Endmill
- Number of flutes. Endmills may be had in a variety of configurations including 2, 3, 4, or more flutes.
- Roughing or Finish Style: Roughing endmills are good for hogging out material, but not so great for finishing.
- Centercutting: Determines whether the endmills center cuts. If not, the mill cannot be used to plunge cut. See Also Centercutting.
- Material: Endmills are made from a variety of materials ranging from High Speed Steel to Solid Carbide.
- Coating: There are a variety of coatings designed to improve the performance of the endmill.
- Type: Standard, ball nose, double ended, etc.
- Length: Shorter endmills are more rigid (See also Rigidity), longer endmills may be needed to reach.
- Diameter
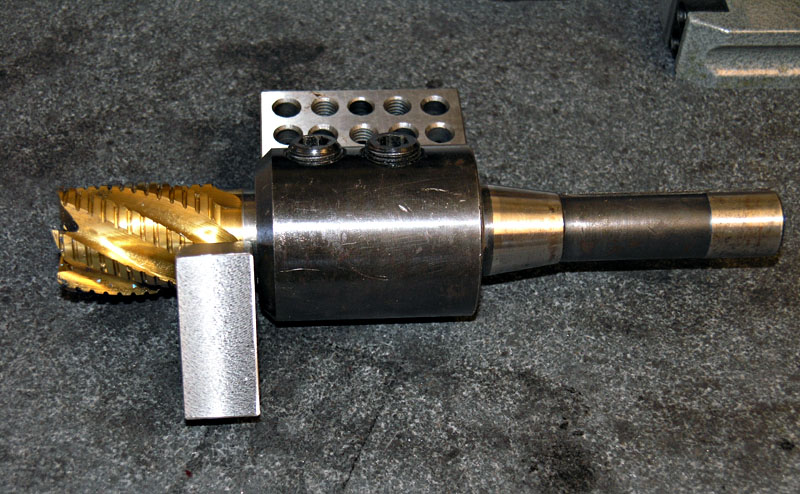
Roughing Endmill in an R8 Shank Millholder...
ESD
F
Face Mill or Facemill
Family mold
FAIR (First Article Inspection)
FDM (Fused Deposition Modeling)
Fillet
Finish
Flame retardant
Flash
Flow marks
Follow Turning
Food grade
FR4
Fused deposition modeling (FDM)
G
G12/G13 Circular Pocket Milling
Gantry Mill
Gate
GD&T (Geometric Dimensioning and Tolerancing)
GF
Gusset
H
Hard Tooling
Hot tip gate
Hot tip gate
Handwheels
Hardness
Harmonic Drive
Heat Treatment
Helical Beam Coupler
Helical Interpolation
Helix Angle
High Speed Machining or HSM
High Speed Steel or HSS
Horizontal Machining Center
Hydraulic Pressing
I
IGES
Index Pulse
Indexable Tooling
Insert Drill
Infill
Injection Molding
Insert Molding
ISO 9001
ISO 2768
J
Jetting
Jig
JIT (Just-In-Time)
Jog, Jogging, and Jog Mode
K
K-Factor
Knit lines
Keyboard Emulator
Knee Mill
L
Layer thickness
LIM
Live tooling
Living hinge
LSR
Ladder Diagram
Lapping
Laser Interferometry
Lead
Lead Angle
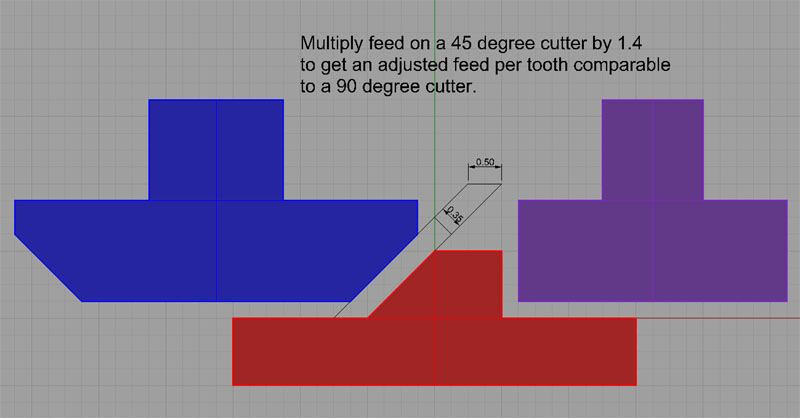
Notice that when fed 0.5" the actual chip thickness of the 45 degree cutter is only 0.35", hence the higher feedrates...
Leadscrew
Linear Motion
Linear Scale
Linear Ways
- Dovetail Ways: Very common on mills, dovetail ways look like the dovetails used in wood joinery.
- Box Ways: Box Ways are rectangular cross section, as opposed to the angular shape of dovetail ways. Box ways are very strong, but they suffer from two shortcomings. First, they involve a lot of surface contact area, so managing friction is key. Second, in order to slide at all, some clearance is required, which results in some slop in their travel. They are the strongest and most rigid design, but they are difficult and expensive to manufacture.
- Prismatic Ways: These are prism shaped ways common to lathes.
- Linear Ways: Linear ways use linear slides as rails and so are much different than the other three styles. The roll on ball bearings as opposed to having more metal-to-metal contact in the other designs. Linear ways will have the least rigidity, but for the price, they are ideal for precision and high speeds.
Load Meter
Laser Cutting
Lead Time
M
Mach 3
Machine Coordinates
Machine Zero
Machining Center
Material Certification
Medical grade
Meld lines
Metal safe
Mild Steel
MJF (Multi Jet Fusion)
Moldflow Analysis
Mold release spray
Multi-cavity mold
Mild Steel
MJF (Multi Jet Fusion)
Moldflow Analysis
N
NCT (Numerical Control Turret Press)
Net shape
Nozzle
Negative Rake
NEMA (23, 34, 42, Enclosure)
Normalizing
NRE (Non-Recurring Engineering)
Nylon (Polyamide)
O
On-axis hole
On-Demand Manufacturing
Offsets
Oldham Coupler
Overflow
Overmolding
Oz – in
P
Parting Line
Packing
Parasolid
Part A/Part B
Parting line
Pickouts
PolyJet
Porosity
Post gate
Press
Parametric Drawing
Passivation
PC (Polycarbonate)
PC/ABS
PEEK
PEM Inserting
Peripheral Milling
PETG
PID
Pinch Turning (Also Called “Balanced Turning”)
Pitch or Leadscrew Pitch
Plasma Table
Plunge
PMMA (Acrylic)
POM (Acetal)
Powder Coating
PP (Polypropylene)
PPS (Polyphenylene Sulfide)
PS (Polystyrene)
Positive Rake
Preload (Bearings and Leadscrews)
PTFE (Teflon)
PVC (Polyvinyl Chloride)
Q
Quality Assurance (QA)
Quality Control (QC)
Quenching
Quill
R
Ra (Roughness Average)
Rapid Tooling
Resin
RoHS
Rubber
S
Sheet Metal Fabrication Guide
SLA (Stereolithography)
SLM (Selective Laser Melting)
Spring Steel
Stainless Steel
STEP / STP
Swiss Machining
Scraping
Screw
Screw Machine
Selective laser sintering (SLS)
Shear
Short shot
Shrink
Shutoff
Slideways
- Dovetail Ways: Very common on mills, dovetail ways look like the dovetails used in wood joinery.
- Box Ways: Box Ways are rectangular cross section, as opposed to the angular shape of dovetail ways. Box ways are very strong, but they suffer from two shortcomings. First, they involve a lot of surface contact area, so managing friction is key. Second, in order to slide at all, some clearance is required, which results in some slop in their travel. They are the strongest and most rigid design, but they are difficult and expensive to manufacture.
- Prismatic Ways : These are prism shaped ways common to lathes.
- Linear Ways : Linear ways use linear slides as rails and so are much different than the other three styles. The roll on ball bearings as opposed to having more metal-to-metal contact in the other designs. Linear ways will have the least rigidity, but for the price, they are ideal for precision and high speeds.
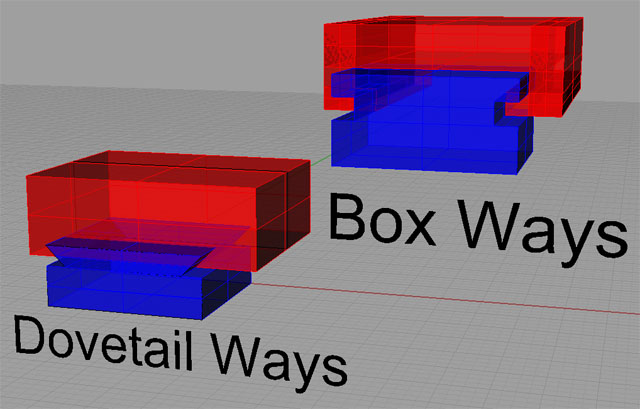
Box Ways vs Dovetail Ways...
Slot Milling
Solidworks
Sturz Milling
Swiss Lathe
Side-action
Sink
Splay
Sprue
Steel pins
Steel safe
Stereolithography (SL)
Sticking
Stitch lines
STL
Straight-pull mold
T
Tab gate
Tear Strip
Tempered
Texture
Thread Milling
Titanium
Tolerance
Tool Steel
TPU (Thermoplastic Polyurethane)
Turnkey Manufacturing
Tunnel gate
Turning
U
Undercut
V
Vacuum Casting (Urethane Casting)
Vent
Vertical Machining Center
Vestige
Vertical Turning Center
W
Wall
Warp
Weld lines
Welding
Wire EDM
Wireframe
X
X-Axis
X-Ray Inspection
Y
Y-Axis
Yield Strength
Z
Z-Axis
Zinc Plating
Accepted File Formats & Capabilities Summary
To provide a seamless Instant Quote experience, Justway supports a wide range of native and neutral CAD formats:
| Manufacturing Service | Supported File Formats |
|---|---|
| CNC Machining | .step, .stp, .x_t, .iges, .igs, .sldprt |
| Sheet Metal Fabrication | .step, .stp, .x_t, .iges, .igs, .sldprt, .dwg, .dxf, .pdf |
| 3D Printing | .stl, .obj, .step, .stp |
| Injection Molding | .step, .stp, .x_t, .iges, .igs, .sldprt |
| Vacuum Casting | .step, .stp, .x_t, .iges, .igs, .sldprt |
32+ Surface Finishing Capabilities
We provide a comprehensive range of finishes to meet your aesthetic and functional needs:
- Standard (As-Milled)
- Bead Blast
- Anodizing (Clear/Color/Hardcoat)
- Powder Coating (Matt/Texture)
- Spray Painting (Matt/High Gloss)
- Black Oxide
- Passivation
- Electrically Conductive Oxidation
- Brushing
- Mirror Polishing
- Plating, and more