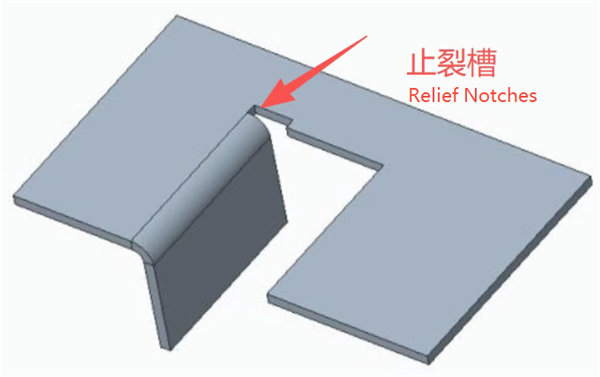
Relief notches are commonly used in bending and embossing processes. They prevent the material from further deformation and cracking during forming or subsequent service, and can also reduce forming force.
Design requirements for relief notches: the width shall be no less than 1.5 times the material thickness (1.5T), and the length shall exceed the deformation area of the bend (such as the bend radius). The figures below illustrate relief notches commonly used for embossing.
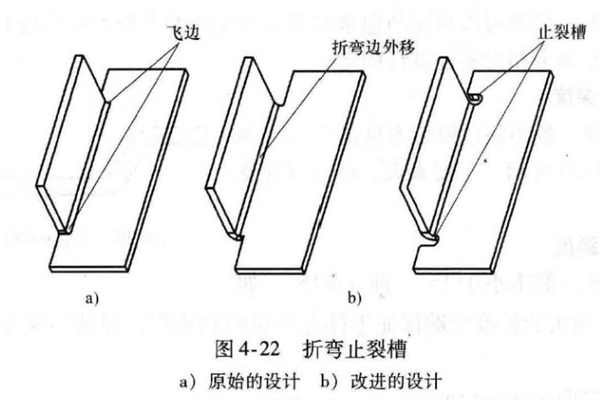
Tip:burr;outward shift of bending edge;relief notch
Figure 4-22 Relief Notches for Bending
a) Original design b) Improved design
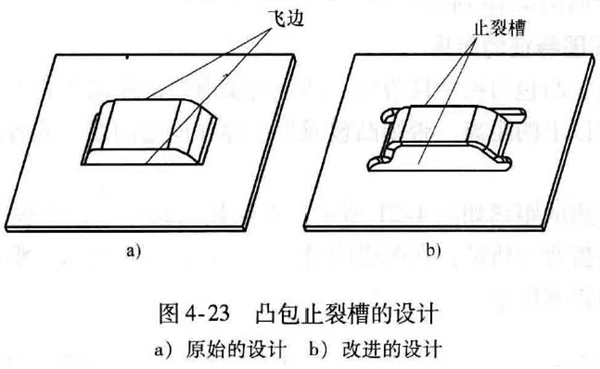
Tip:burrs;relief notch
Figure 4-23 Design of Relief Notches for Embossing
a) Original design b) Improved design
Burrs form on sheet metal after blanking or embossing. The cross-section of blanked sheet metal consists of four zones: rounded zone, burnished zone, fracture zone and burr zone. The burrs point in the pressing direction of blanking.
For critical areas such as parts that come into contact with hands or cables, the burr flattening process shall be specified. Corresponding structures can then be designed for stamping dies. To cut down die costs, burr flattening shall not be applied to all sheet metal edges unnecessarily.
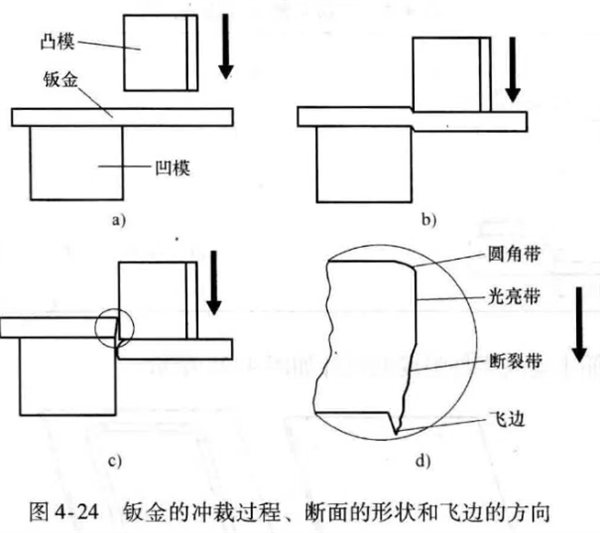
凸模:Punch
钣金:Sheet metal
凹模:Die
圆角带:Rounded zone
光亮带:Burnished zone
断裂带:Fracture zone
飞边:Burr
Figure 4-24 Blanking Process of Sheet Metal, Cross-section Profile and Burr Direction
Main Design Guidelines for Sheet Metal Parts (Deep Drawing & Embossing Section)




