Selecting the right material is only half the battle in 3D printing. Understanding how that material behaves during the layering process—and recognizing the natural physical traits of additive manufacturing—is essential for functional success. At Justway, we emphasize a "Design for Manufacturing" (DfM) approach, ensuring our clients understand both the capabilities and the inherent characteristics of their chosen materials.
Based on our internal testing and decade-long production, we categorize materials by their mechanical and thermal resilience.
In 3D printing, certain physical traits are "characteristics" of the technology rather than manufacturing errors. At Justway, we believe in technical transparency:
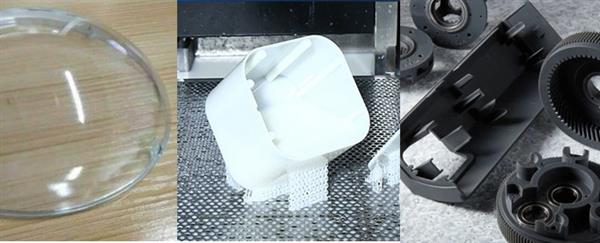
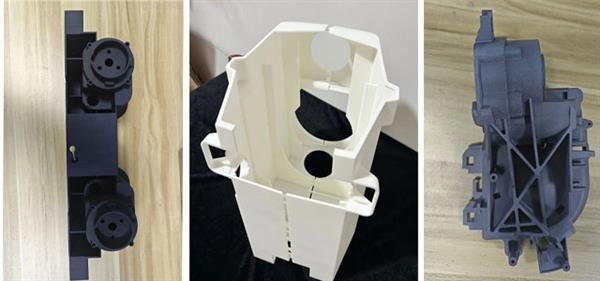
Because parts are built layer-by-layer, curved or slanted surfaces will inevitably show subtle contour lines.

All SLA and Metal parts require structural supports to prevent collapse during printing.
The Reality: Even with precision manual removal, small "nubs" or matte spots may remain where the support met the part surface. These are typically placed on non-functional faces to preserve aesthetic integrity.

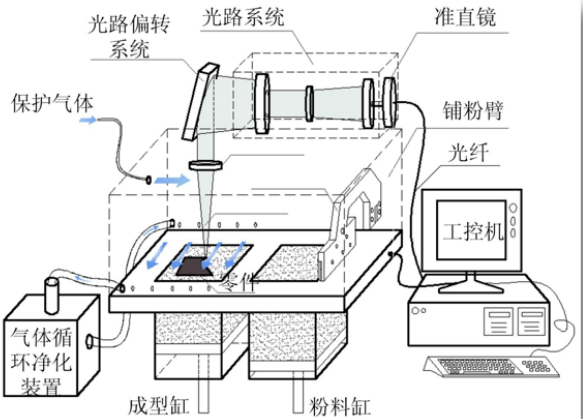
For powder-bed processes, a small amount of semi-fused powder may cling to the part's surface, resulting in a characteristic matte or "sand-cast" texture. This is a natural result of the thermal diffusion at the part boundary.
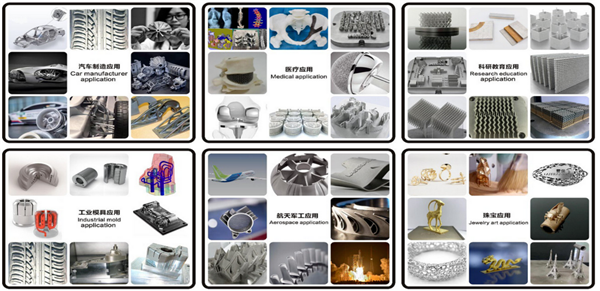
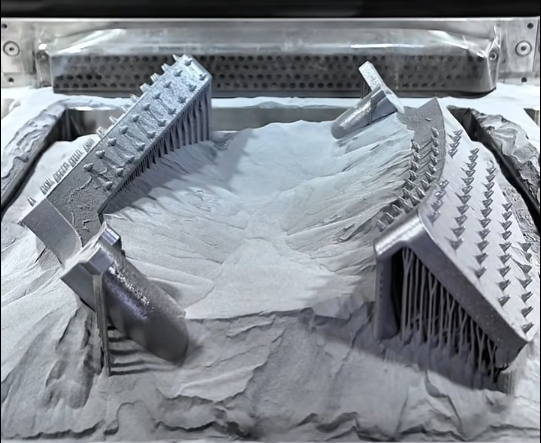 SLM
SLM
 SLS
SLS
By identifying these "Standard Process Phenomena" during the quoting stage, Justway helps engineers avoid unnecessary redesigns. Our QC team distinguishes these traits from actual defects—such as warping or structural loss—to ensure your parts are functional, reliable, and delivered without surprises.
Return to Index:




