Summary: Lessons learned from a machining shop
When it comes to implicit tolerances, mechanical designers are no strangers to the concept. After specifying tolerances for high-precision requirements, they typically indicate on the drawings which standard and grade the implicit tolerances refer to.
Currently, there are two main standards for unmarked tolerances in China (as required by Chinese machining factories):
GB/T 1804 General Tolerances—Unmarked Tolerances for Linear and Angular Dimensions;
GB/T 1184 Form and Position Tolerances—Unmarked Tolerance Values;
These two standards are equivalent to ISO 2768-1 and ISO 2768-2, respectively, and are currently aligned with international standards.
GB/T 1804 defines four grades for unmarked dimensional tolerances: precision (f), medium (m), coarse (c), and very coarse (v). Note that the letters here are lowercase, and the standard provides limit deviation values for different dimensional ranges.
GB/T 1184 defines three grades for geometric unmarked tolerances: H, K, and L, in descending order of strictness. Note that the letters here are uppercase.
Many mechanical designers are accustomed to specifying dimensional unmarked tolerances on drawings, but often omit or forget to mark geometric unmarked tolerances (form and position tolerances). In practice, it is recommended to specify both, for example: GB/T 1804-m and GB/T 1184-H.
So, what does specifying these two standards and accuracy grades for unmarked tolerances mean for the drawing? Let’s compare the two drawings below.
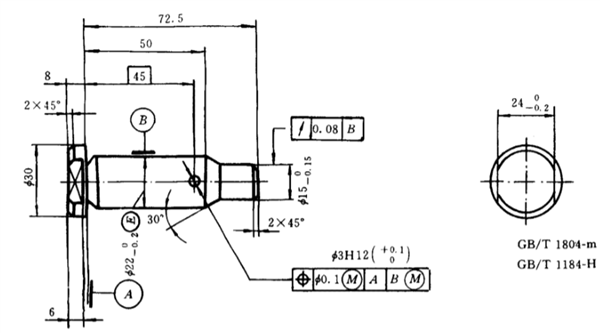
The drawing above shows standard dimensioning. It specifies the standards and grades for implicit tolerances.
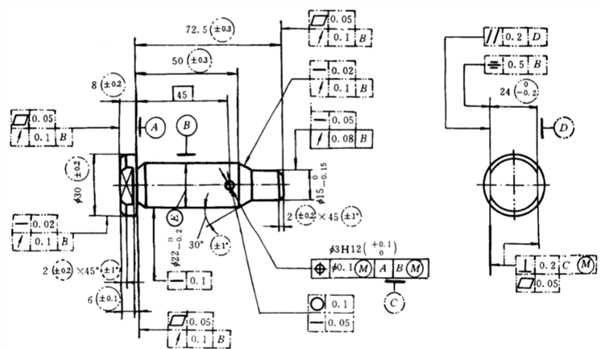
This drawing shows what it looks like when implicit tolerances are also marked, indicated by the dashed lines. Take a moment to study it carefully. What do you think? Does it feel like there are suddenly a lot more requirements? This is actually one of the benefits of implicit tolerances—it saves a lot of trouble with dimensioning.
Some engineers might ask: Do all these unmarked tolerances need to be inspected? Appendix A of the two standards mentioned earlier states the following:
GB/T 1804: “General tolerances for linear and angular dimensions are tolerances that can be guaranteed by machine tools under normal shop conditions. Under normal maintenance and operation, they represent typical shop machining accuracy. The tolerance values for general tolerance grades conform to typical shop accuracy. The appropriate tolerance grade should be selected based on the part’s usage requirements. General tolerances for linear dimensions are primarily used for low-precision, non-fit dimensions. Dimensions using general tolerances generally do not require inspection under conditions where normal shop accuracy is guaranteed.”
GB/T 1184: Advantages of using unmarked tolerance values: The drawing clearly indicates which elements can be machined using general machining methods, ensuring engineering quality without the need for individual inspections; Key requirements for factories: The factory must be capable of achieving the standard precision levels; parts with unmarked tolerances on the drawing may only be accepted if the tolerance is equal to or greater than the factory’s standard precision; sampling inspections must be conducted to ensure that the factory’s standard precision is not compromised.
In summary, unmarked tolerances do not require individual inspection, provided that the general machining precision of the factory’s equipment meets the requirements of the unmarked tolerance.
What if an unmarked tolerance exceeds the limit during inspection? Appendix A of the standard provides an answer to this question: The tolerances permitted for part functionality are often greater than the general tolerances; therefore, when any feature of a workpiece exceeds (incidentally exceeds) the general tolerance, the part’s functionality is typically not compromised. Only when the part’s functionality is compromised should a workpiece exceeding the general tolerance be rejected.




