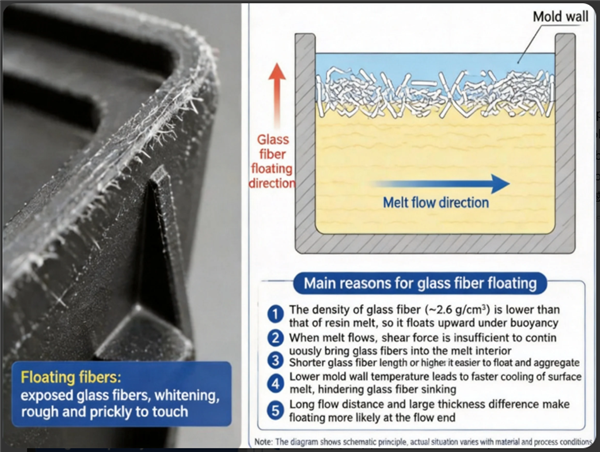
Glass fiber bloom (also known as fiber show-through) refers to visible exposed glass fibers on the surface of glass-fiber-reinforced plastic (FRP) injection molded parts. The surface appears hazy, matte, rough and feels prickly — a very common cosmetic defect for glass-filled plastics.


Raise mold temperature to slow surface melt cooling. This gives migrated glass fibers time to flow back into the base resin and reduces permanent surface exposure. 
Reduce injection speed: Lower filling velocity to reduce melt shear and prevent resin/fiber separation
Increase backpressure: Improve screw mixing to ensure full resin encapsulation of glass fibers
Extend hold time: Maintain packing pressure to improve density and push surface fibers inward
Optimize wall thickness and eliminate large ultra-thin sections
Avoid sharp ribs and runner layouts that cause extreme localized shear and fiber washout 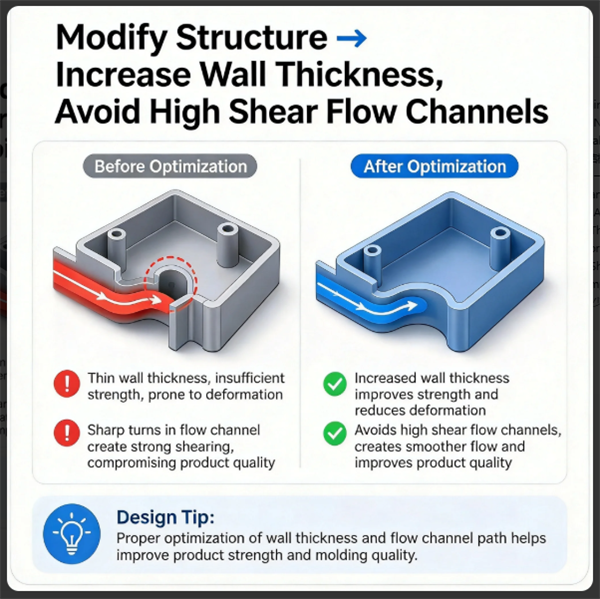
Specify a suitable glass fiber loading based on structural requirements; avoid unnecessarily high fiber content
Use specialty low-bloom glass-filled grades with coupling agents to improve fiber encapsulation 
Polish mold cavities for higher surface finish. Optional mold coating or controlled texturing can mask minor fiber bloom as a temporary fix for urgent production runs.




